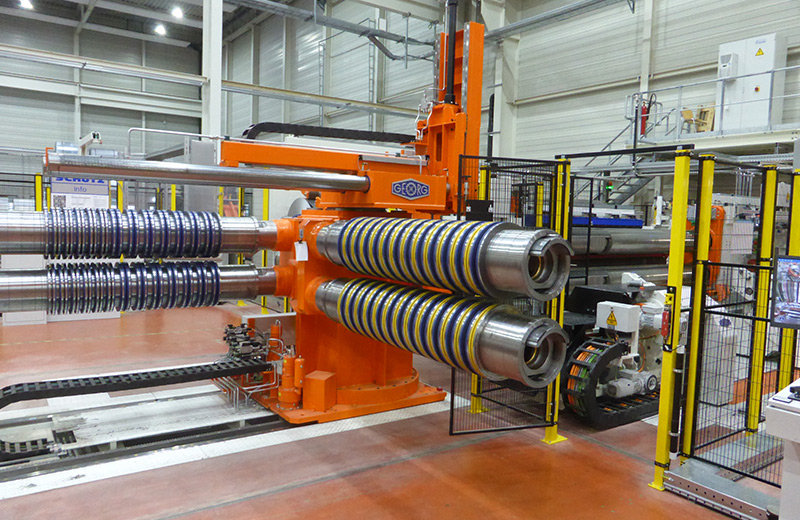
Individual components finishing lines


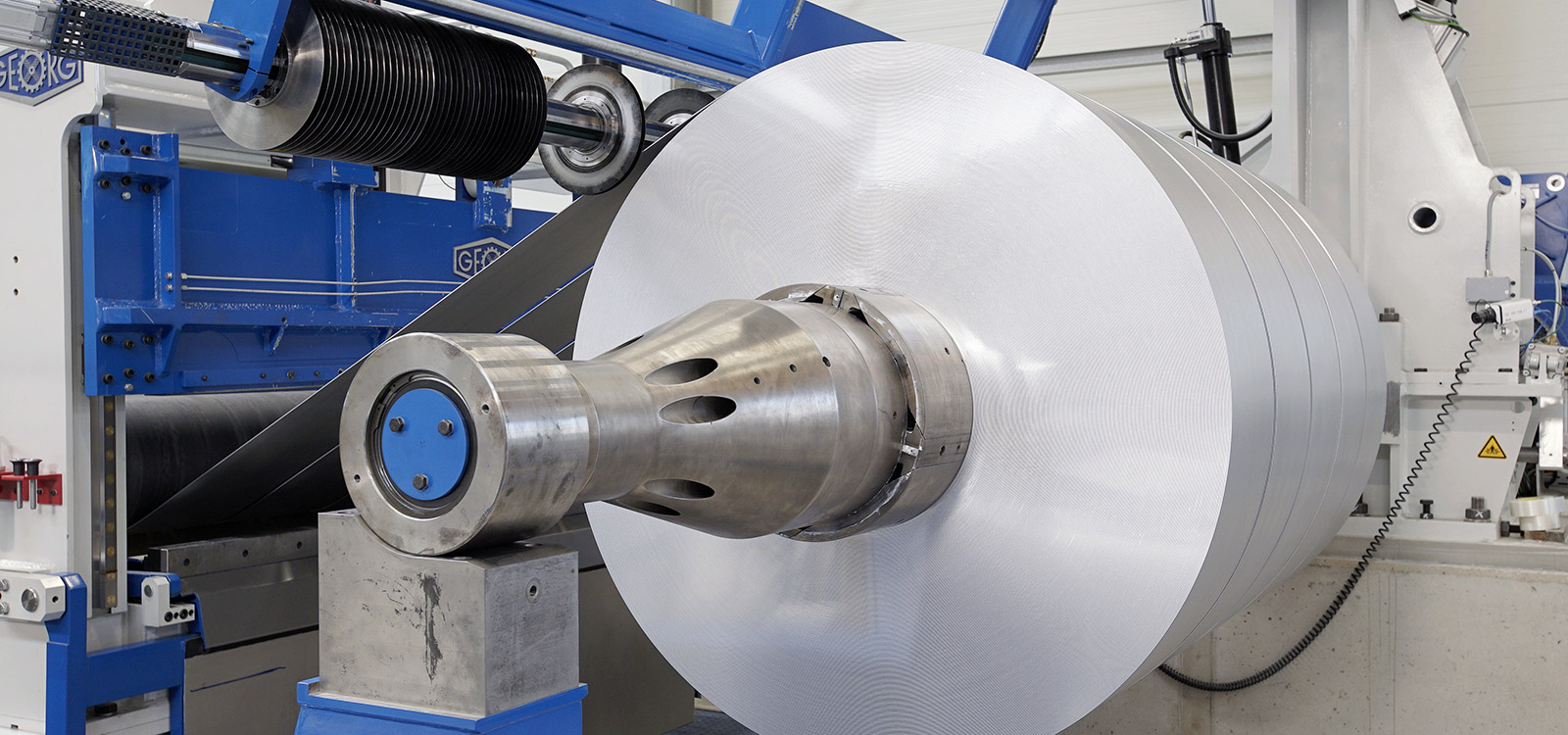
The decoiler continuously decoils the strip and maintains a constant tension in generator mode and provides motor-powered support during feeding.
The most essential parameters
- Motor-powered support of strip feeding
- Decoiler for strip with coil weights from 5 to 40 t and strip widths up to 2,900 mm // 114"
- Suitable for different tension levels
- Different coil diameters by means of exchangeable winding shafts, additional top segments, rubber sleeves or expanding decoiler shafts
- Also available as double decoiler in turret head design or double cine decoiler
- For strip speeds from 60 m/min to 1,800 m/min
- AC- or DC-powered







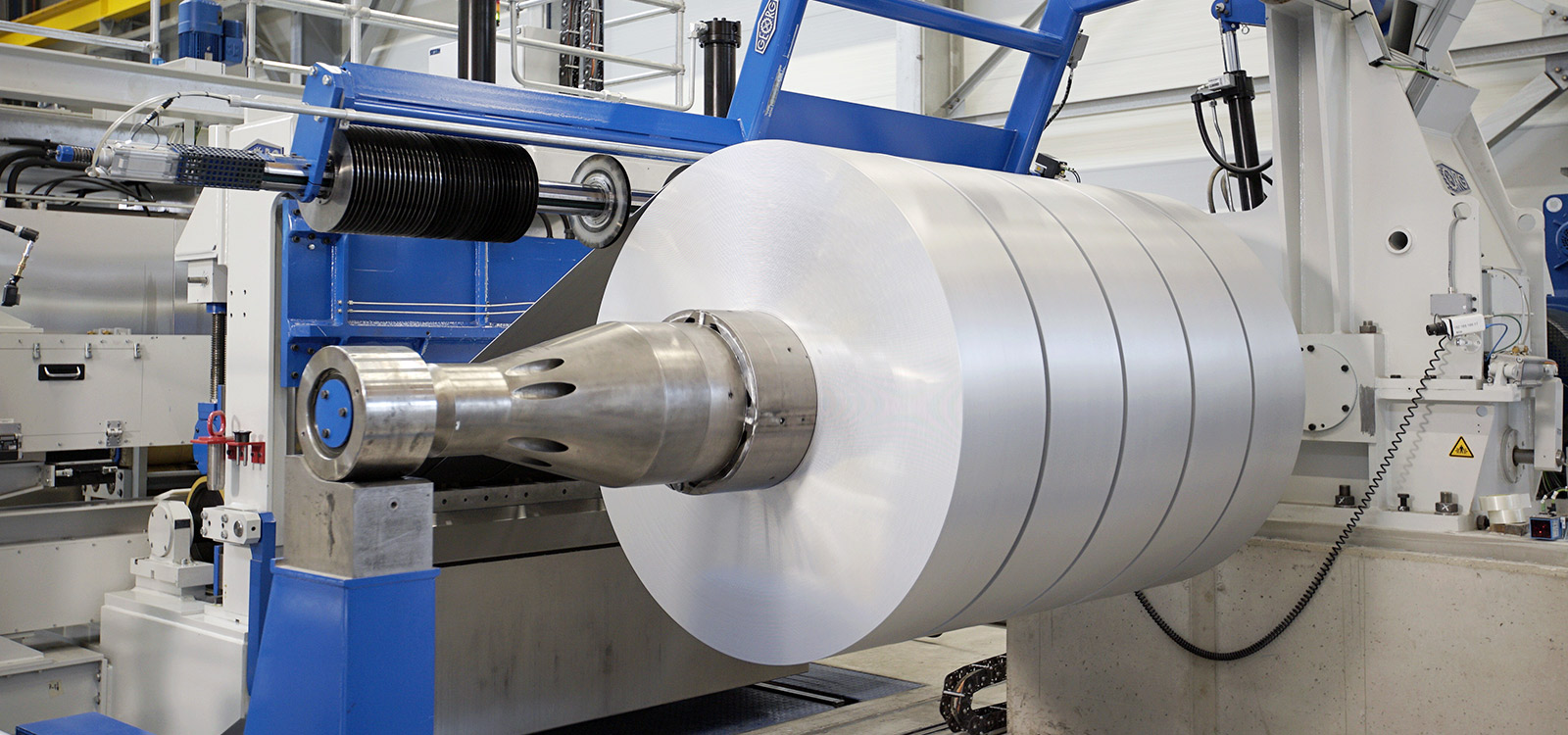
The most essential parameters
- Straight-edged coiling of edge-trimmed or cut-in-length bands while maintaining a defined constant tension
- Coiler for coil weights between 5 and 40 t
- Strip widths from < 20 mm to up to 2,400 mm
- For various coil inner diameters (406, 508, 610 to 762 mm)
- Clamping of the single bands via clamping chase, on sleeve or winding via belt wrapper
- Different coil diameters by means of exchangeable top segments, rubber sleeves, replaceable shafts exchangeable head support with automatic hydraulic shaft clamping, connectable flange shafts
- Above 20 t with bearing pad and roll
- For strip speeds from 60 m/min to 1,800 m/min
- AC- or DC-powered

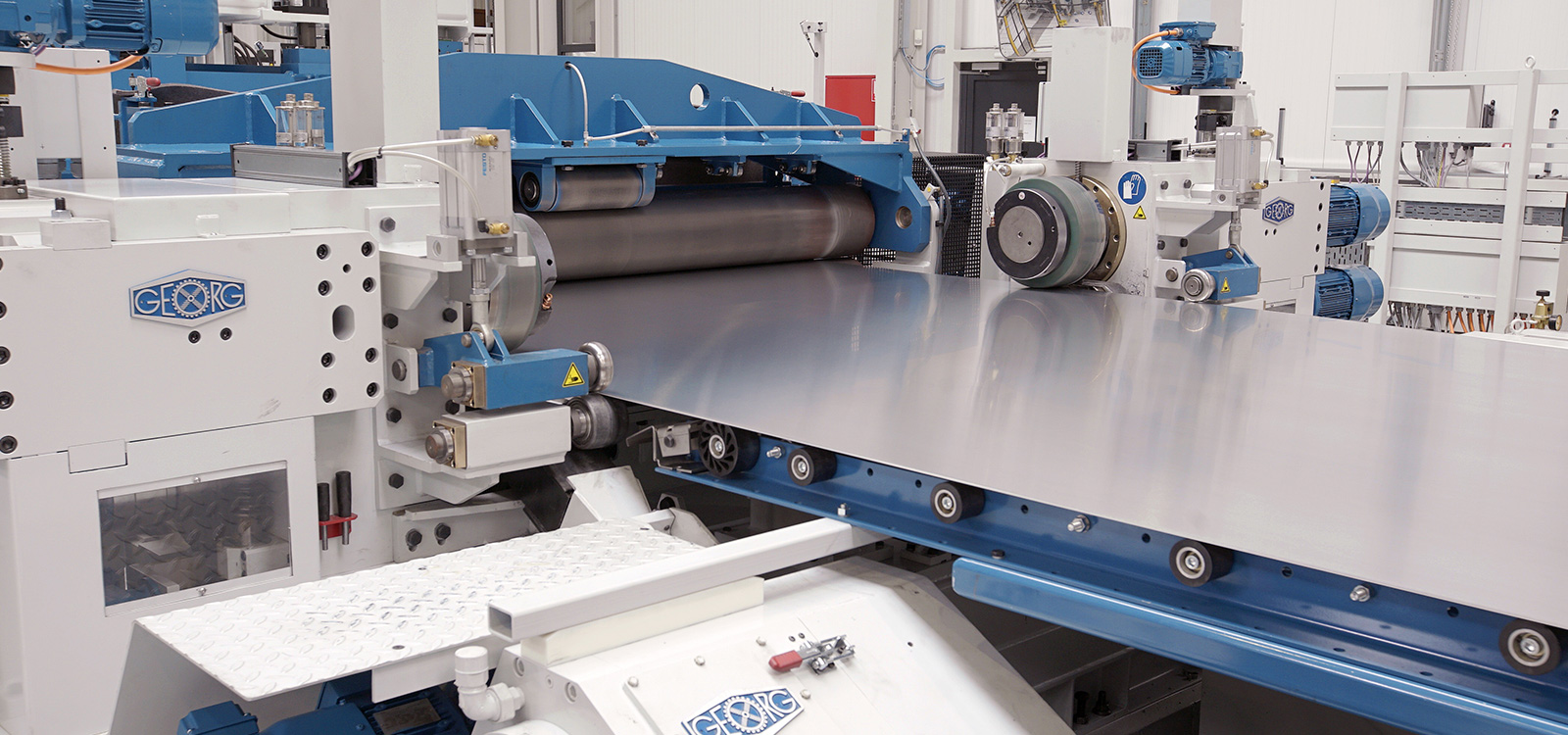
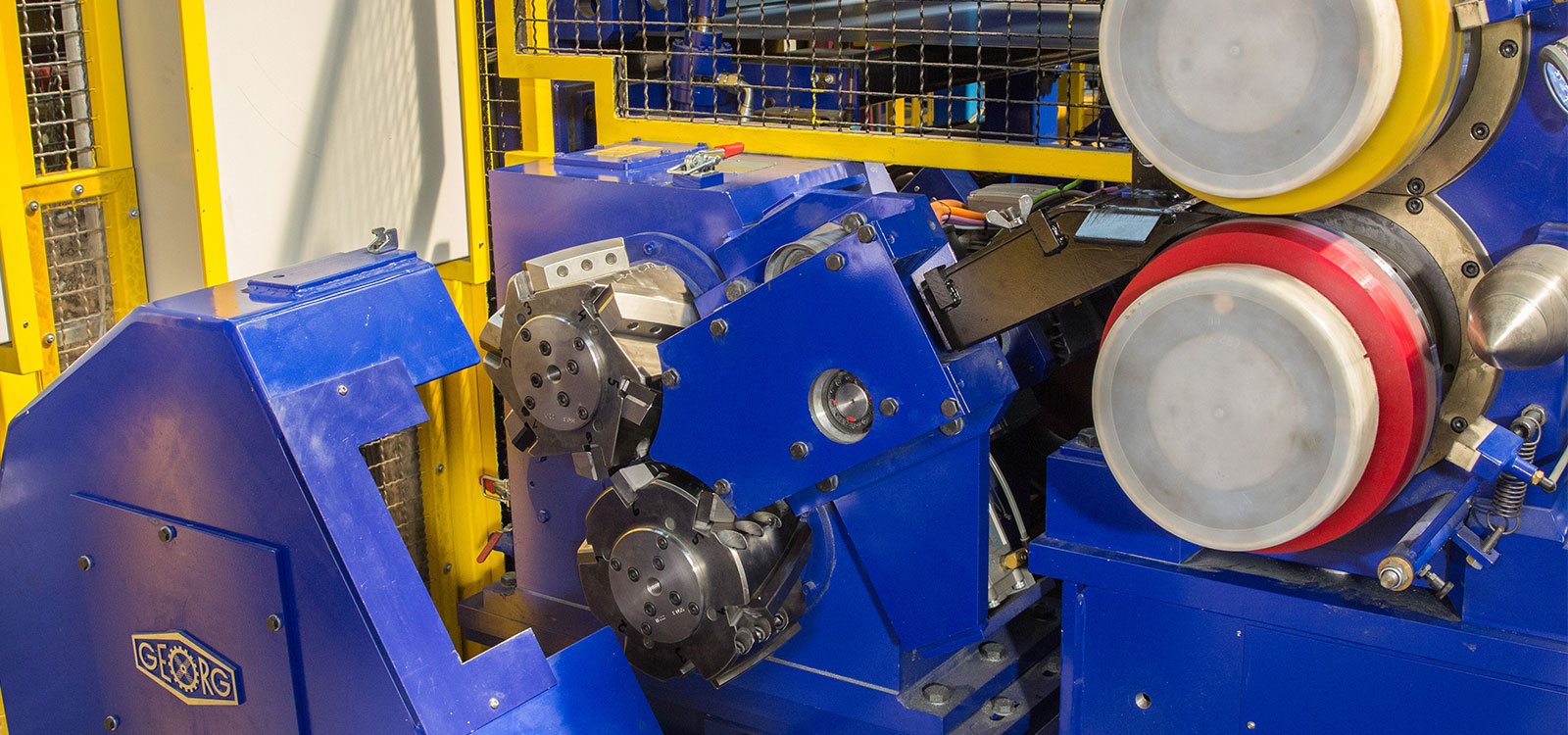
For the processing of carbon steel, silicon steel, stainless steel and non ferrous metals such as aluminium and alloys, lithographic, copper, brass and titanium.
The most essential parameters
- Strip widths up to 2,900 mm, dependent on material and customer demands
- For line speeds up to 600 m/min, dependent on material properties and customer demands
- Slitting of typical gauge ranges of: 0.08–0.8 mm, 0.1–1 mm, 0.3–4.0 mm, 0.5–6 mm, 1–8 mm, 2–10 mm
- Highest cutting accuracy at low cutting tolerances
- Perfect cutting quality with very low burr on the cutting edges
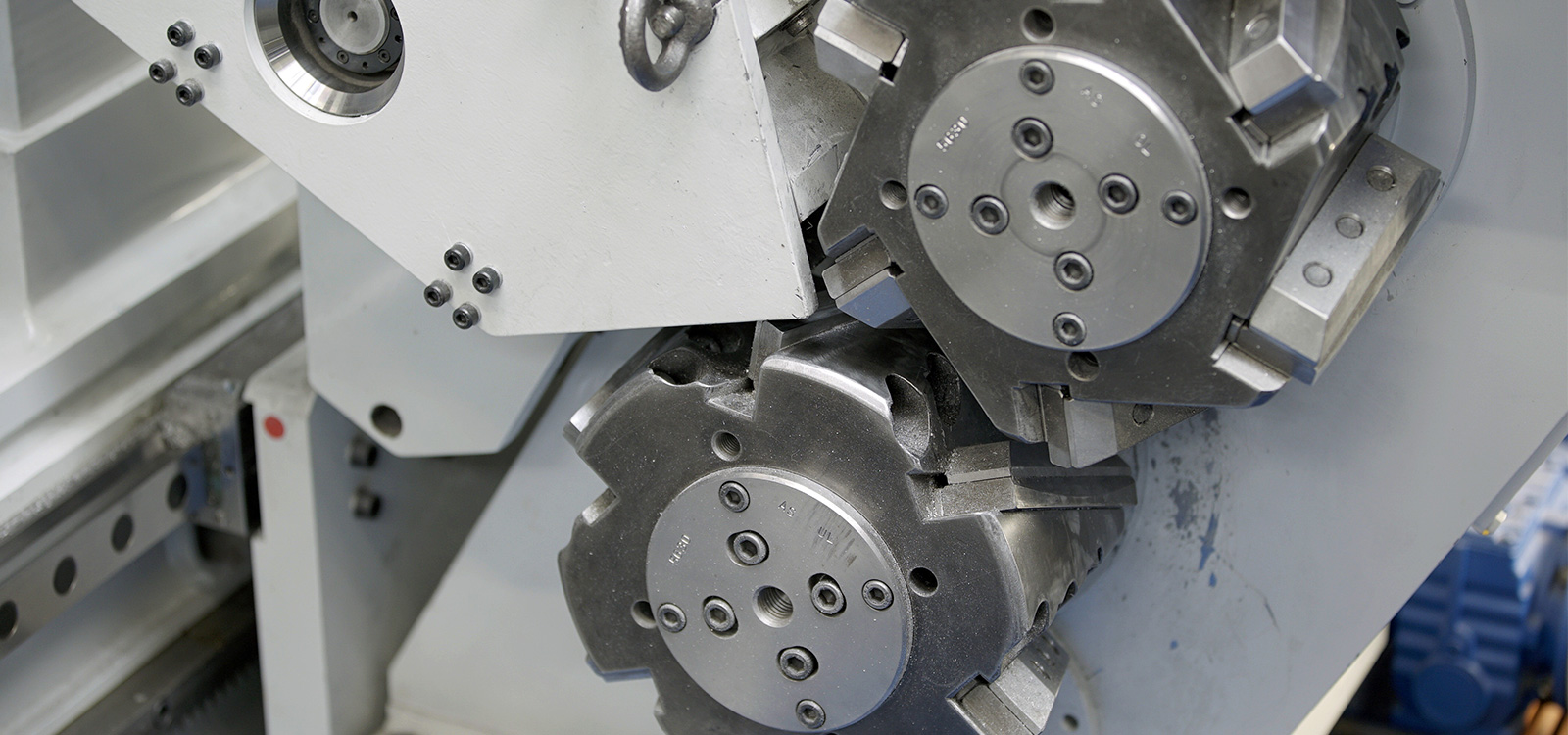
- High grade of automation with minimization of set-up times
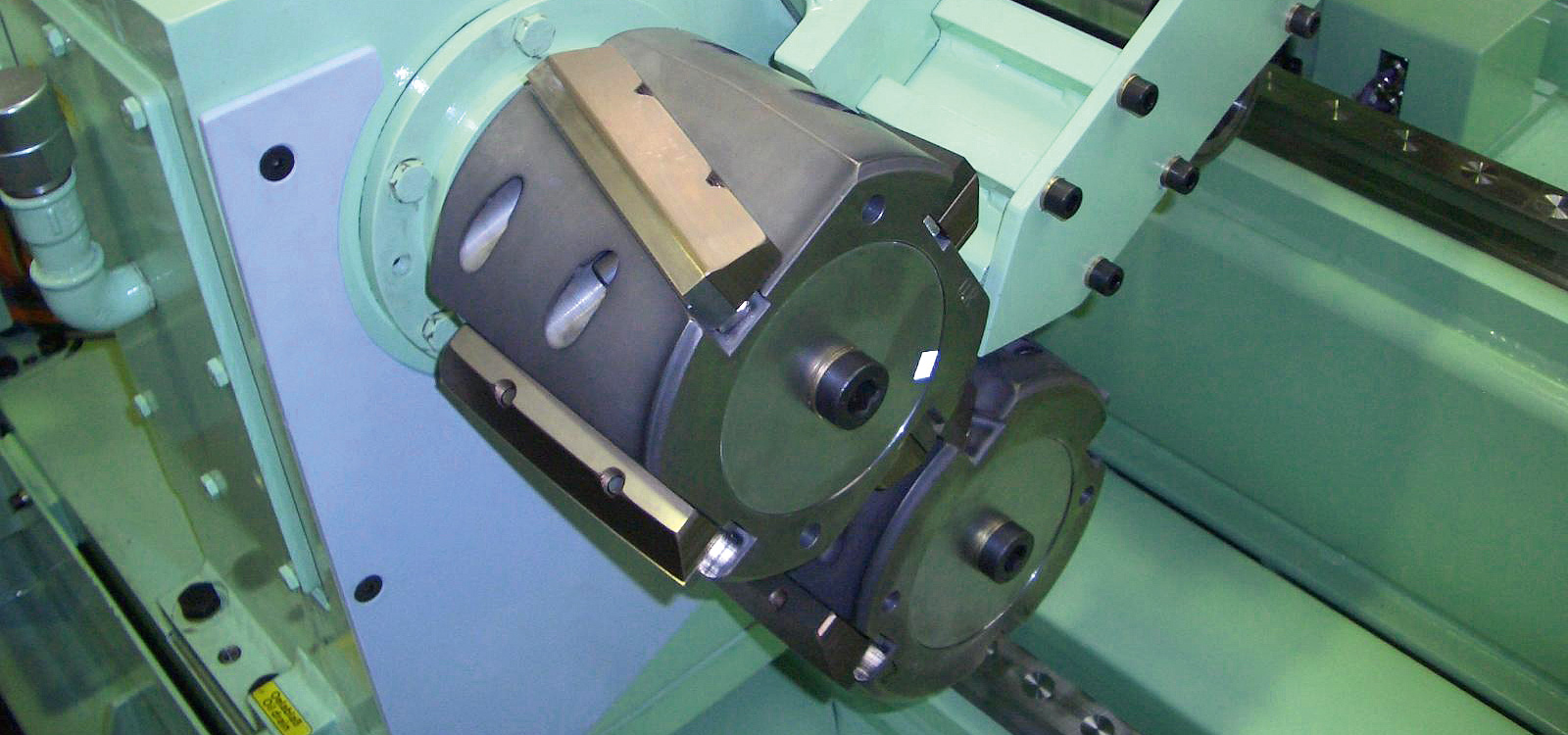
- Slitting shear in spindle design
- Design as changing shear with turning disk and change car
- Automatic tool change between slitting shear and tooling capstan
- Automatic hydraulic tool clamping






Scrap baller
The scrap cut behind the shear, caused by the trimming process, is guided underneath or is sucked by a fan system and wound onto a scrap baller and into a scrap ball. A lifter transports the scrap ball to the top and drops it into a scrap container.
For the processing of carbon steel, silicon steel, stainless steel and non ferrous metals such as aluminium and alloys, lithographic, copper, brass and titanium.
The most essential parameters
- Cut-off edge width from 3 mm up to 100 mm per side, dependent on material and customers demands
- Scrap removal of typical gauge ranges of: 0.08–0.8 mm, 0.1–1 mm, 0.3–4.0 mm, 0.5–6 mm, 1–8 mm and 2–10 mm (only cutting)
- For line speeds up to 600 m/min for scrap chopping and speeds > 1,800 m/min for scrap balling
Scrap chopper
The scrap chopper is provided to cut the edge strip produced during the edge-trimming process to short pieces for removal by transport conveyor.
The most essential parameters
- Automatic adjustment to strip widths and cutting gap
- Low-noise cutting of the scrap pieces
- Two cutting edges per blade
- Regrinding of the blades by means of a standard flat grinding machine – no regrinding shaft necessary
- Separate driven hardened infeeding rolls for infeeding and tranport of thin cut-off edges
- Long knife lifetime
- No shimming after regrinding of the knives


Cropping shears have two functions: On the feeding side, they cut improperly dimensioned ends of bands. In the output area, they cut across bands according to a pre-set length of band.
The most essential parameters
- Strip materials such as steel, stainless steel, aluminium, copper and their alloys with (yield) strengths of up to 1,000 N/mm2
- For strip widths up to 2,900 mm
- Different version for band thicknesses from 0.1 to 10 mm
- Cutting strips to length in the start-stop mode
- Section lengths can be preselected
- Mechanic and hydraulic knife clamping
- Mechanic and semi-automatic cutting gap adjustment


The GEORG high-precision levelers offer integrated, semi- or fully automatic cassette change systems in six-high or four-high design.
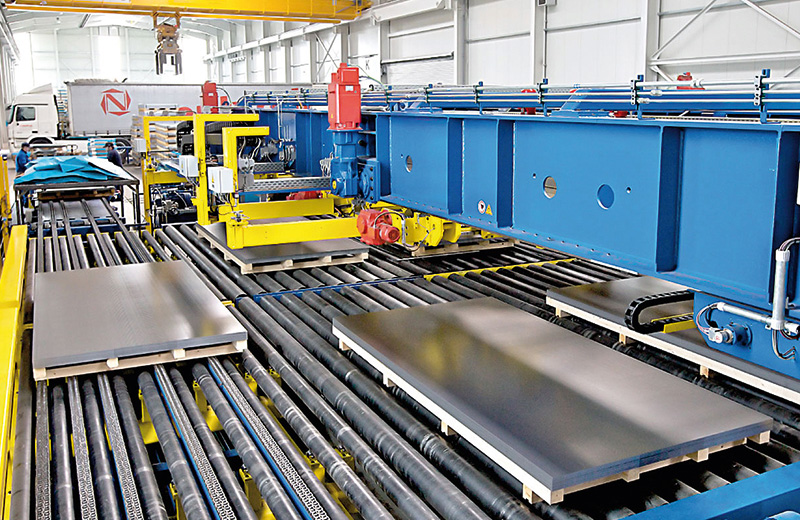
GEORG cut-to-length shears are renowned for highest precision and efficiency around the world. They are available for continuous cutting or start-stop version in various types.
After the strips are cut into panels of various thicknesses, widths and lengths, these panels are stacked on pallets in a straight-edged manner without scratches.
Depending on the material, different stacking systems are used:
- Magnetic stacking unit for ferrous magnetic materials
- vacuum stacking unit for non-magnetic materials (for example aluminium or austenitic steels)
- air floatation stacking unit for materials with insensitive surfaces
- One or more stacking positions for “on-the-fly” change
- Stacking of long sheet bars over several stacking positions
- Single- or multiblanking operation
- Strip widths of more than 2,650 mm
- Band speed up to 120 m/min
- Operating modes: Dropping panels in start-stop mode, in braked mode or in continuous operation
- CNC-movable and swivelling stops with automatic adjustment to different panel sizes
- Stacking by stacking masks is possible
- Highly dynamic adjustment drives via servomotor for rapid program change
- Controlled servo drives for magnetic and vacuum belts


Statement
“Modern lines must be designed to offer sustainable solutions. This is why we develop technologies for the future.”
Antonio Garcia, GEORG finishing lines division
Services
GEORG protectionworld
GEORG protectionworld Life Cycle Quality Management offers our customers an all-round care-free package for the total life cycle of their machine or line. Consequently the operating costs of our lines will be reduced significantly and your profits will increase.
Downloads

- Image brochure GEORG finishing lines division 4 MB view
- Datasheet GEORG slitting shears 613 KB view
- Datasheet GEORG edge-trimming shears 442 KB view
- Datasheet GEORG cut-off edge removal 500 KB view
- GEORG levelers for metal strips and plates 941 KB view
- GEORG levelers for steel services and aluminium industry centre 416 KB view
- GEORG high performance levelers 425 KB view
Contact
Any questions regarding our products or services?
Here are your personal contact persons!