Componentes individuales de lineas de corte de chapa


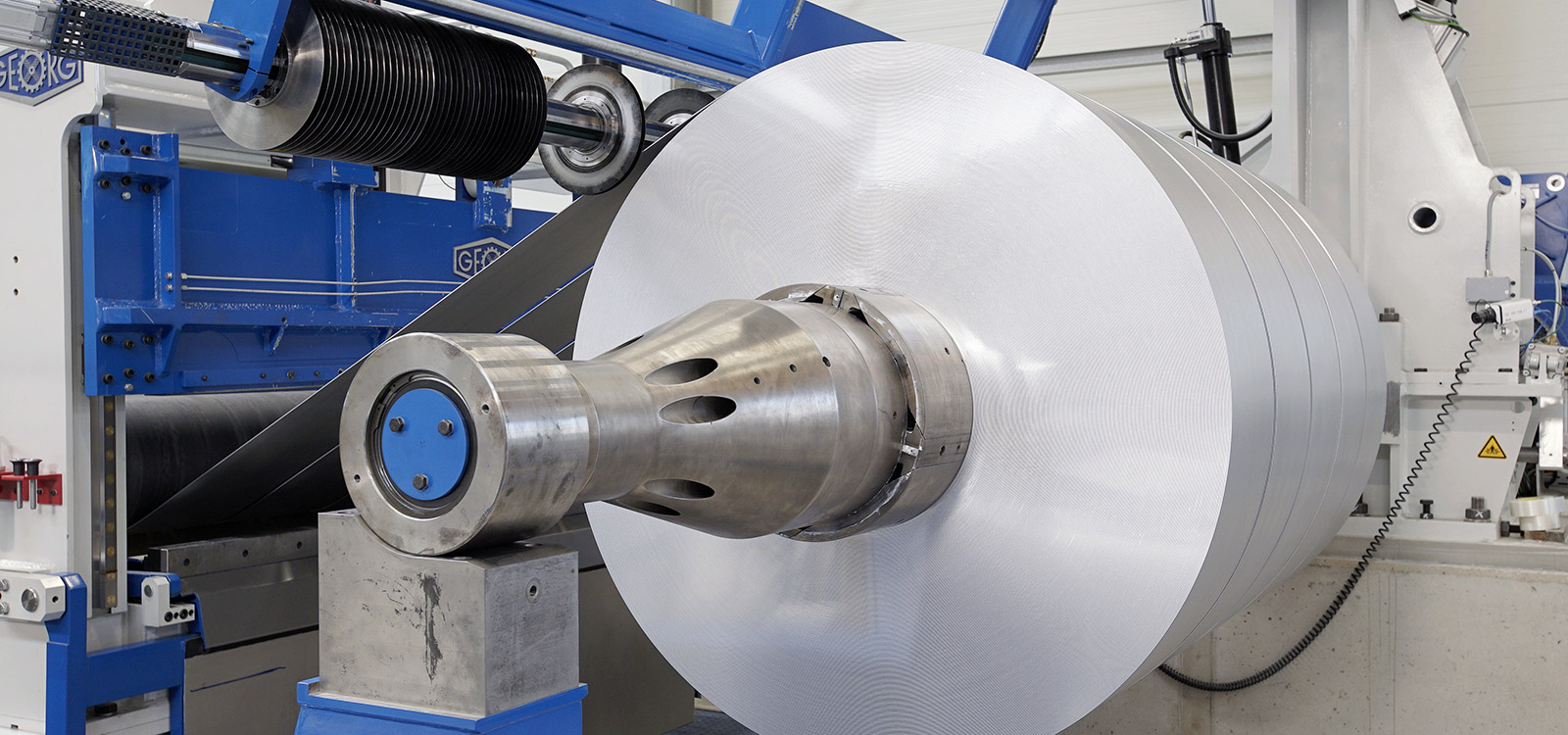
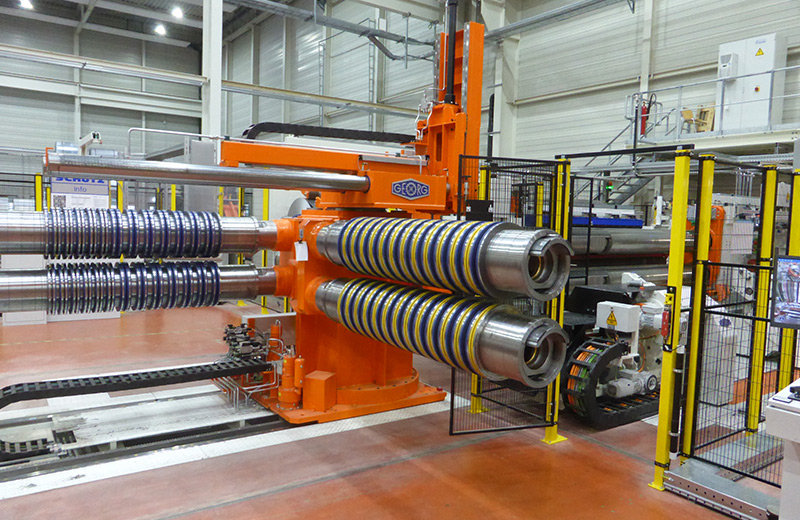
La misión de la devanadora consiste en un devanado continuado de la banda de chapa, mediante una tracción constante de la chapa, y un funcionamiento regerenador asi como el apoyo de motores en el enhebrado de la chapa.
Los parámetros esenciales
- Apoyo motorizado del enhebrado de la chapa
- Devanadora para bobinas con pesos entre 5 y 40 TM y anchos de mas de 2.400 mm
- Versión utilizable para diferentes tensiones
- Admisión de diferentes diámetros de bobinas mediante ejes de rebobinado intercambiables, segmentos de gruesos adicionales, fundas de goma o ejes expandibles
- Suministrable tambien como devanadora de doble cabezal giratorio o devanadora de doble cono
- Para velocidades de transporte de chapa desde 60 m/min hasta 1.800 m/min
- Propulsores en corriente continua o alterna







Los parámetros esenciales
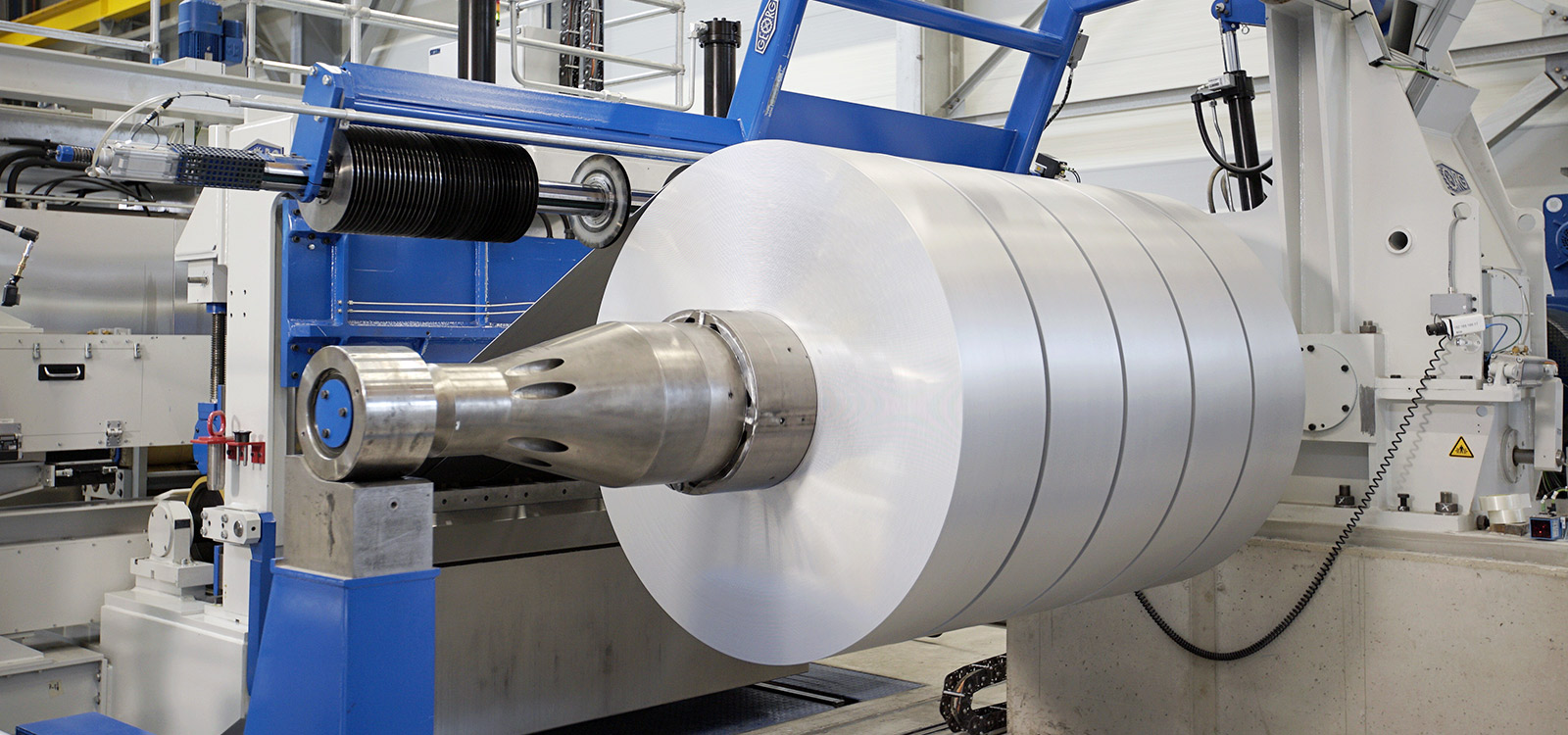
- Rebobinado con cantos perfectamente alineados de banda o de flejes recortados, bajo tracción constante definido
- Bobinadora para pesos de bobinas de entre 5 y 40 TM
- Anchos de banda desde < 20 mm hasta mas de 2.400 mm
- para diferentes diámetros interiores de bobina 406 mm, 508 mm, 610 mm hasta 762 mm
- Fijación de los diferentes flejes mediante la introducción del principio de los mismo en una ranura o bobinado mediante bobinador de correa
- Diámetros interiores de bobinas mediante segmentos de gruesos intercambiable, grueso de funda de goma, ejes y alojamientos de cabezales intercambiables con fijación hidráulica y ejes atornillables
- A partir de 20 TM con apoyo y rodillo de apoyo
- Para velocidades de chapa desde 60 m/min hasta 1.800 m/min
- Motores propulsores con corriente continua o corriente alterna

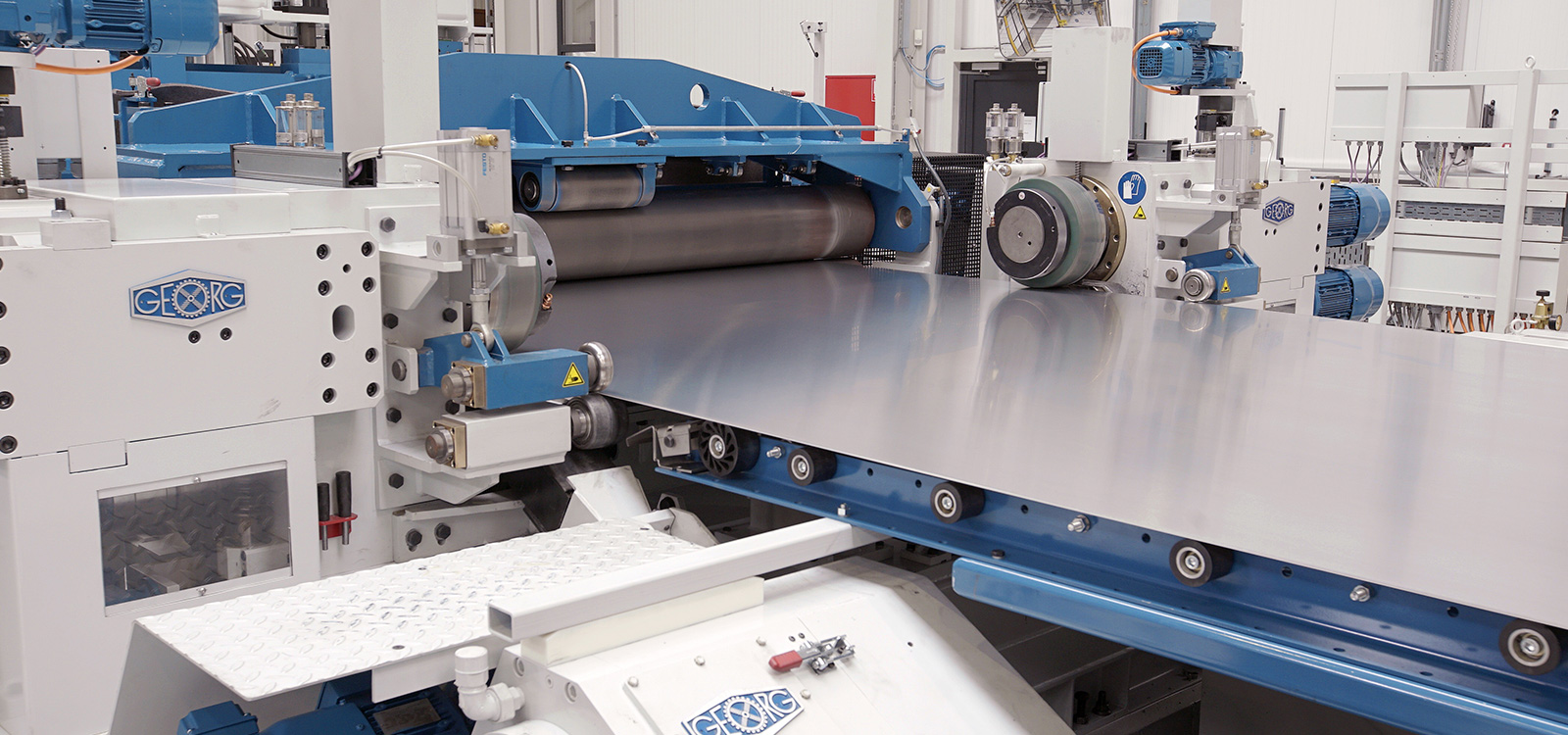
Para el proceso de chapa de acero al carbono, chapa eléctrica de GO y GNO, chapa de aceros inoxidables asi como chapas no férricas como aluminio y sus diferentes aleaciones de aluminio, litogrifia , cobre, latón y titanio.
Los parámetros esenciales
- Para anchos de banda hasta 2.900 mm dependiendo de la caracteristica del material o solicitud del cliente
- Para velocidades de la línea hasta 600 m/min, dependiendo de las caracteristicas del material o solicitud del cliente
- Corte longitudinal destro de los rangos tipicos de espesores de 0,08 – 0,8 mm, 0,1 – 1 mm, 0,3 – 4,0 mm, 0,5 – 6 mm, 1 – 8 mm, 2 – 10 mm
- Alta exactitud en tolerancias de corte mínimas
- Calidad de corte perfecta pobre en rebabas en los cantos de corte
- Alto nivel de automatización con tiempos minimos de preparación
- Bajo consumo energético
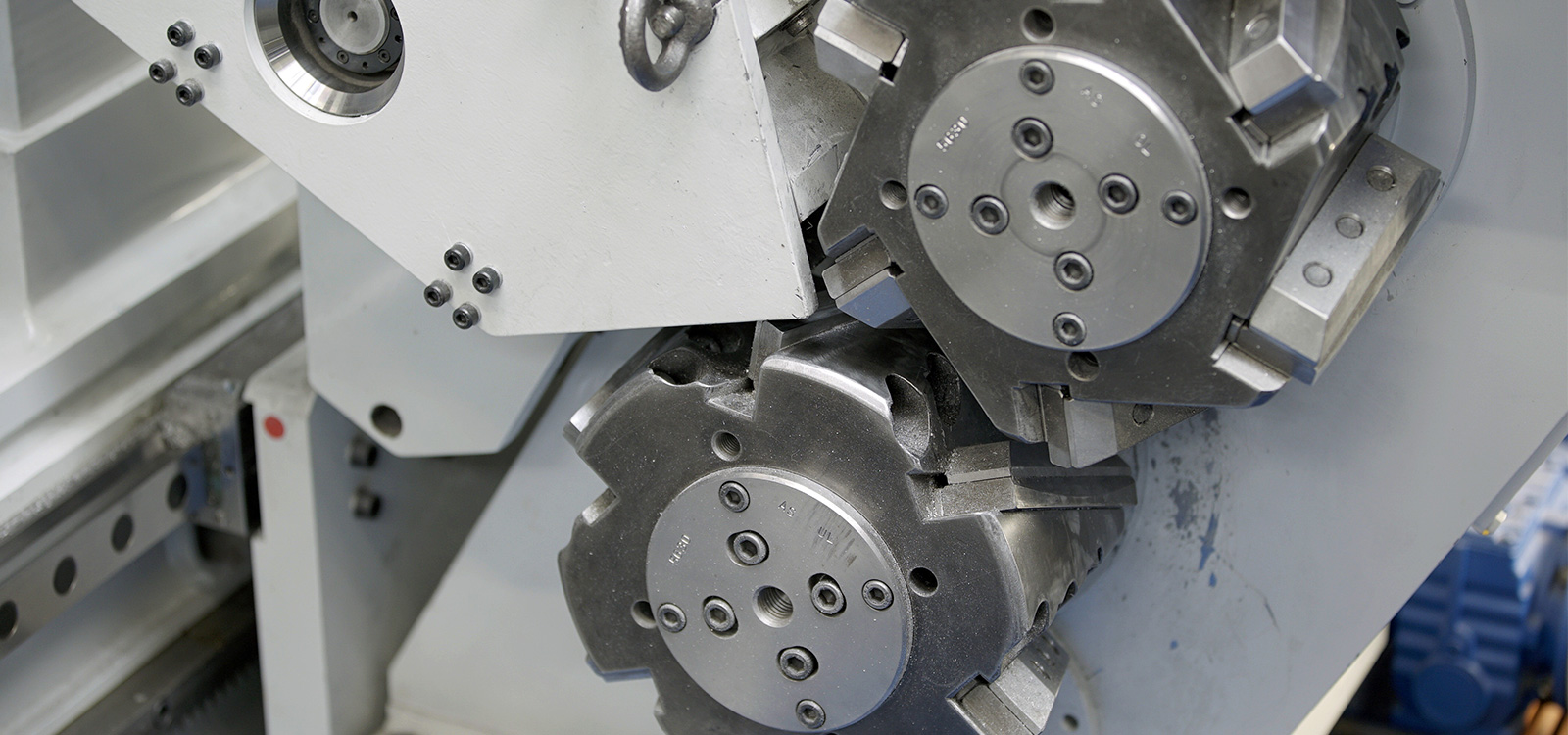
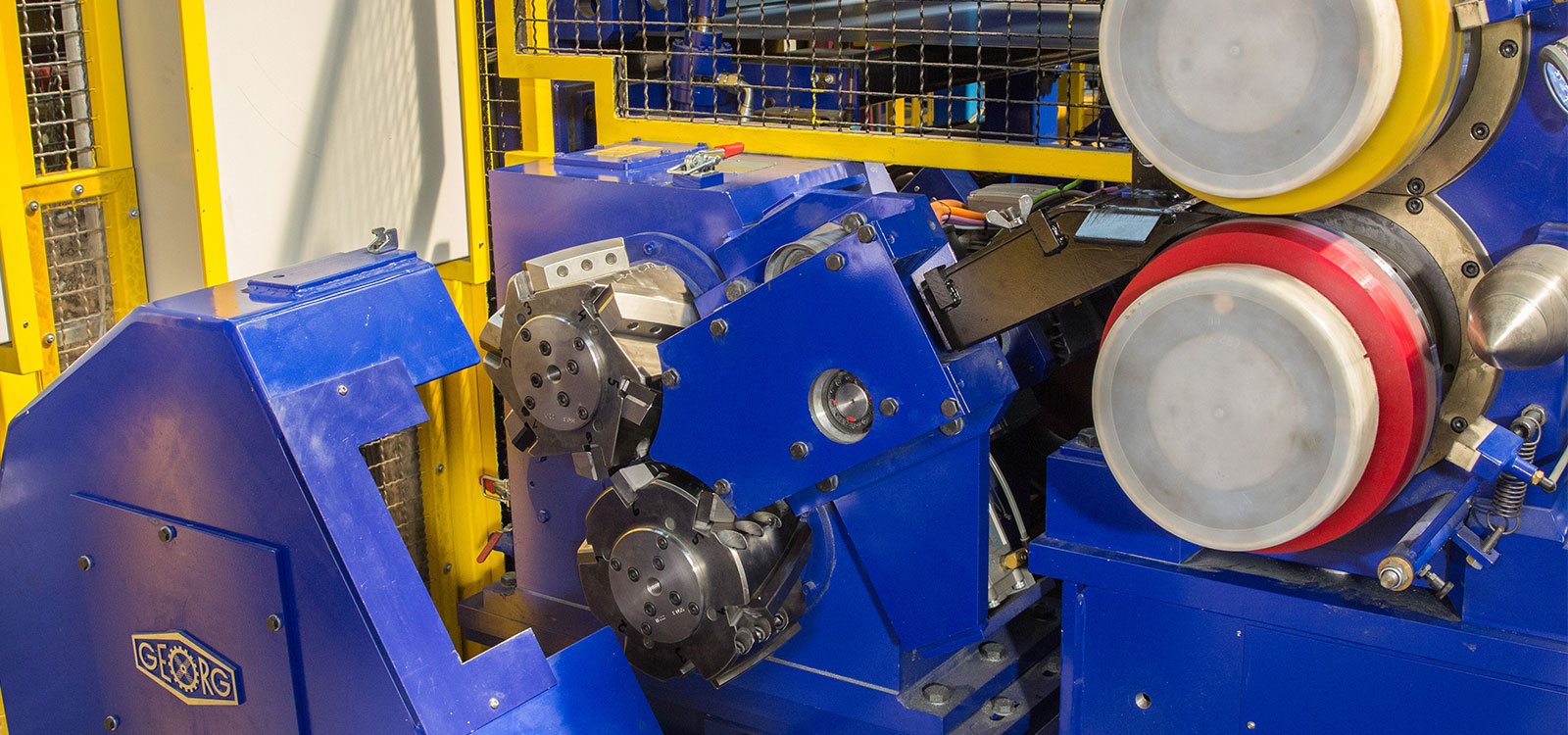
- Cuchillas de corte longitudinal en construcción tipo husillo
- Versión de cambio de cuchillas con plataforma giratoria y carro de cambio
- Cambio automático de herramientas de corte entre el módulo de la cizalla de corte longitudinal y el módulo de montajes de cuchillas
- Fijación hidráulica de herramientas de corte automatizado






Enrroyador de recortes de bordes
Los recortes de bordes producidos serán guiados detrás de la cizalla hacia abajo, o en caso de material muy fino aspirados mediante un sistema de ventilador y enrrollados automaticamente mediante un bobinador en una pelota de chatarra.La pelota de chatarra es llevada hacia arriba mediante un elevador y depositada en un contenedor.
Para el proceso de chapa de acero al carbono, chapa eléctrica de GO y GNO, chapa de aceros inoxidables asi como chapas no férricas como aluminio y sus diferentes aleaciones de aluminio, litogrifia , cobre, latón y titanio.
Los parámetros esenciales
- Recorte de bordes de 3 a 100 mm por banda, dependiendo del material y las necesidades del cliente
- Eliminación de recortes de bordes para las diferentes gamas de espesores 0,08 – 0,8 mm, 0,1 – 1 mm, 0,3 – 4,0 mm, 0,5 – 6 mm, 1 – 8 mm und 2 – 10 mm (solo posible mediante corte)
- Para velocidades de la línea hasta 600 m/min, para el recorte de bordes y velocidades de > 1.800 m/min, para el bobinado de los bordes de recorte
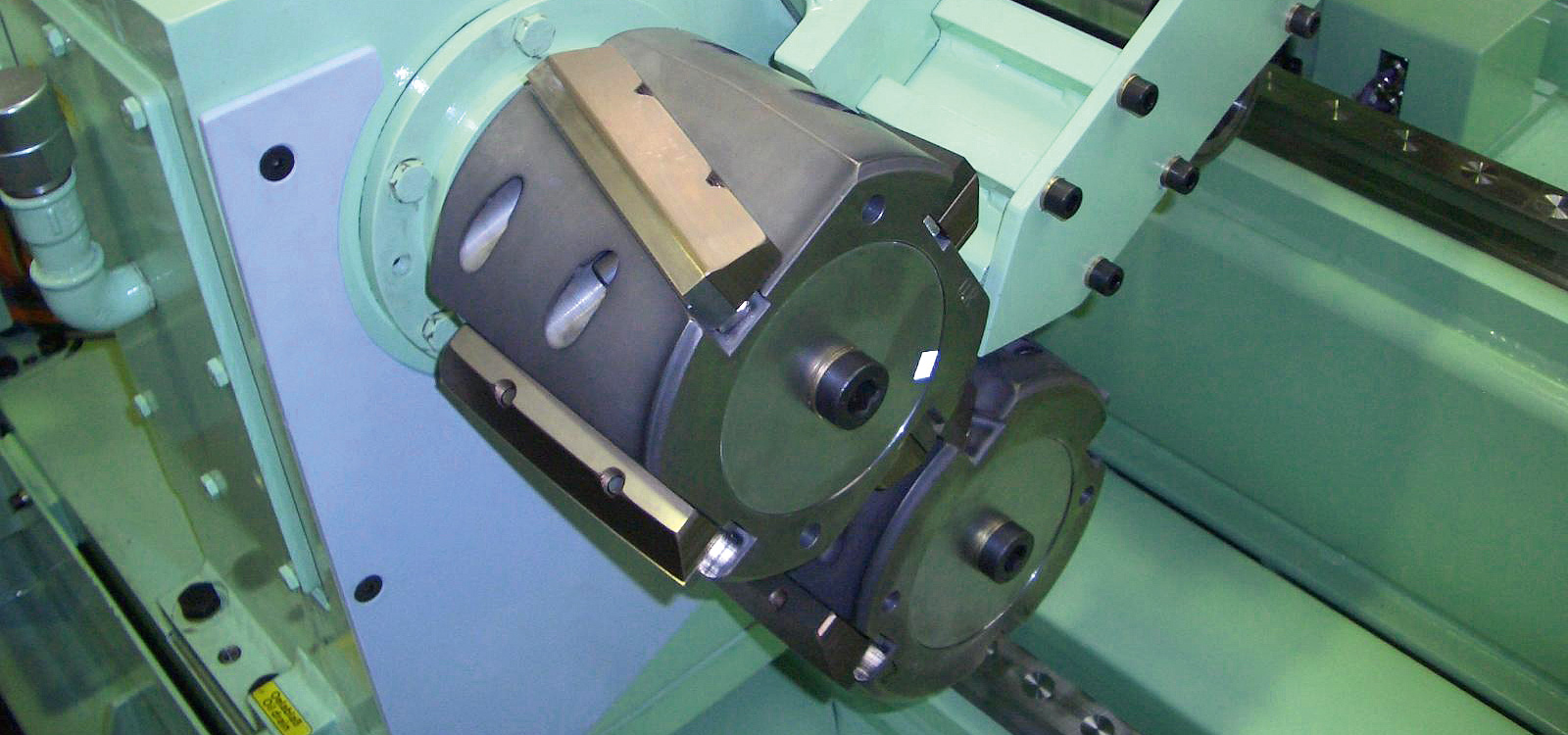
Cizalla de bordes
La chatarra producida con la cizalla de bordes es troceada por la misma en piezas pequeños y evacuada mediante cinta transportadora.
Los parámetros esenciales
- Ajuste automático del ancho de chapa y del intersticio
- Proceso de corte muy silencioso de la cizalla de bordes
- Dos bordes de corte por cuchilla
- El reafilado de las cuchilla se realiza en una rectificadora plana
- Rodillos de tracción endurecidos separados para la tracción y el transporte de recortes de bordes finos
- Tiempo elevado de vida de las cuchillas
- No es necesario depositar gruesos despues del afilado de las cuchillas


Mediante la cizalla de cresta se hacen dos operaciones de corte, en la zona de enhebrado de una linea de corte de chapa se cortan los principios y finales de bobinas que no mantienen las medidas y en la zona de salida de una linea de corte se corta la chapa transversalmente a la dirección del transporte de la misma según la longitud programada.
Los parámetros esenciales
- Para bobinas de materiales como acero, acero-inoxidable, aluminio, cobre, asi como sus diferentes aleaciones
- Con diferentes límites de dureza y elasticidad
- Para bobinas de anchos de mas de 2.200 mm
- Diferentes versiones para gruesos de material de 0,1 a 10 mm
- Corte de chapa transversal en modo start-stop
- Preseleccionado de longitudes de corte
- Fijación de cuchillas mecánica e hidráulica
- Ajuste de corte de flejes mecánica y semi-automática


Los niveladores de chapa GEORG de alta precisión los ofrecemos integrados con sistemas de cambios de casettes semiautomáticos o completamente automáticos con un diseño de seis o ocho rodillos de altura.
Las cuchillas de GEORG para el corte longitudinal son reconocidas por la más alta precisión y eficencia en todo el mundo. Estas estan disponibles en diferentes tipos para corte en continuo o en modo start-stop.
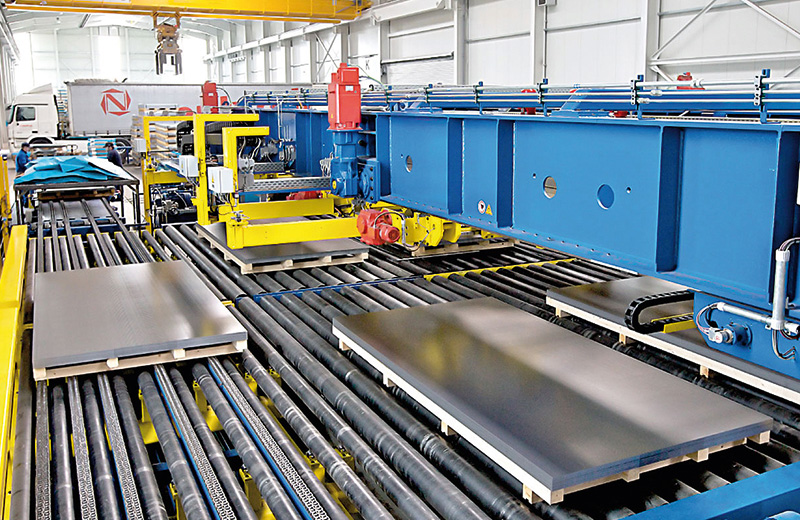
Las láminas de chapa cortadas en diferentes gruesos, anchos y longitudes se apilan en palets sin marcas y perfectamente alineadas.
Según las caracteristicas del material esto se realiza con diferentes sistemas de apilado:
- Apilador de banda magnética para materiales magnetoférricos
- Apilador de banda de vacio y apilador de banda de subción para materiales no maqgnéticos (por ejem. aluminio o aceros no0 magnéticos)
- Apiladores de aire para materiales de superficies no delicadas
- Una o multiples estaciones de apilado para cambios «Al vuelo»
- Apilado de chapas largas sobre diferentes posiciones de apilado
- Configuración de apilado a una o multiples vias (Multiblanking)
- Ancho de chapa mas de 2.650 mm
- Velocidad transporte de chapa hasta 120 m/min
- Tipos de operación: Posicionamiento de las chapas en funcionamiento start-stop, posicionamiento de las chapas en operación de frenado y posicionamiento de las chapas en funcionamiento continuo
- Topes desplazables mediante CNC con ajuste automático a las diferentes formas de chapas
- Posibilidad de apilado mediante máscaras de apilado
- Accionamientos altamente dinámicos mediante servo-motores para conseguir un cambio rápido de programa
- Servo-accionamientos regulados para las bandas magnetizadas o de vacio


Declaración
«Las máquinas e instalaciones avanzadas deben demostrar resultados convincentes de forma sostenible. Por eso desarroyamos tecnologias para el futuro.»
Antonio Garcia, GEORG finishing lines division
Servicio
GEORG protectionworld
Con el GEORG protecionworld Life Cycle Quality Management reciben nuestros clientes sobre el ciclo de vida de su maquina o instalación un paquete completo todo incluido, que consigue que los costes de funcionamiento de la instalación o maquina sean significativamente mas bajos y el rendimiento de la misma mas alto.
Descargas

- Image brochure GEORG finishing lines division 4 MB Ver
- Datasheet GEORG slitting shears 613 KB Ver
- Datasheet GEORG edge-trimming shears 442 KB Ver
- Datasheet GEORG cut-off edge removal 500 KB Ver
- GEORG levelers for metal strips and plates 941 KB Ver
- GEORG levelers for steel services and aluminium industry centre 416 KB Ver
- GEORG high performance levelers 425 KB Ver
Contacto
¿Tiene preguntas sobre nuestros productos o servicios?
Su interlocutor personal esta para Vd.